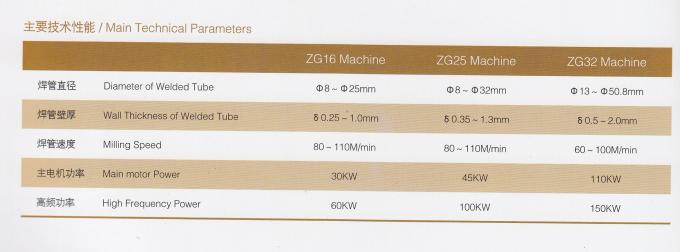
ZG16 Serisi Boru Fabrikası Hattı Dikişli Boru Çapı 8-25mm Dikişli Boru Kalınlığı 0.25-1.0mm
1.description
Bir boru , genellikle dairesel olması gerekmeyen ancak boru şeklinde bir bölüm veya içi boş bir silindirdir . enlemesine kesitler , esas olarak akabilen maddeleri, sıvı ve gazları ( sıvılar ), bulamaçları, tozları ve küçük katı kütlelerin kütlelerini iletmek için kullanılır . Yapısal uygulamalar için de kullanılabilir; içi boş boru, birim ağırlık başına katı üyelerden çok daha katıdır.
Yaygın kullanımda, boru ve boru kelimeleri genellikle birbirinin yerine kullanılabilir, ancak endüstri ve mühendislikte terimler benzersiz şekilde tanımlanır. Üretildiği geçerli standarda bağlı olarak, boru genellikle sabit dış çaplı (OD) nominal bir çap ve kalınlığı tanımlayan bir programla belirtilir. Tüp, çoğunlukla OD ve et kalınlığı ile belirtilir, ancak OD, iç çapı (ID) ve et kalınlığı ile ikisinden herhangi biri ile belirtilebilir. Boru genellikle birkaç uluslararası ve ulusal endüstriyel standarttan birine üretilir. Belirli endüstri uygulama boruları için benzer standartlar mevcut olmakla birlikte, tüp genellikle özel boyutlara ve daha geniş çap ve tolerans aralıklarına göre yapılır. Boru ve tüp üretimi için birçok endüstriyel ve devlet standardı mevcuttur. "Tüp" terimi ayrıca genel olarak silindirik olmayan bölümlere, yani kare veya dikdörtgen tüplere uygulanır. Genel olarak, "boru" dünyanın çoğu yerinde en yaygın terimdir, oysa "boru" ABD'de daha yaygın olarak kullanılmaktadır.
Hem "boru" hem de "boru" sertlik ve kalıcılığı ifade ederken, bir hortum (veya hortum) genellikle taşınabilir ve esnektir. Boru düzenekleri hemen hemen her zaman dirsekler, tees ve benzeri gibi bağlantı parçaları kullanılarak yapılırken, tüp özel yapılandırmalara dönüştürülebilir veya bükülebilir. Esnek olmayan, şekillendirilemeyen veya yapımın kurallara veya standartlara göre yönetildiği yerlerde, boru tertibatları da boru bağlantı parçaları kullanılarak yapılır.
2.manufacture
Metal boru üretimi için üç işlem vardır. Sıcak alaşımlı metallerin santrifüj dökümü en belirgin işlemlerden biridir. Sfero döküm borular genellikle bu şekilde üretilir. Kesintisiz (SMLS) boru, içi boş kabuğu oluşturmak için bir delme çubuğu üzerine katı bir kütük çekilerek oluşturulur. Üretim süreci herhangi bir kaynak içermediğinden dikişsiz boruların daha güçlü ve daha güvenilir olduğu düşünülmektedir. Tarihsel olarak, dikişsiz boru diğer tiplerden daha iyi bir basınca dayanıyordu ve genellikle kaynaklı borudan daha fazla mevcuttu .
1970'lerden beri malzemeler, proses kontrolü ve tahribatsız muayene konularındaki gelişmeler, doğru bir şekilde belirtilen kaynaklı borunun pek çok uygulamada sorunsuz şekilde yer değiştirmesine izin vermektedir. Kaynaklı boru, haddeleme plakası ve kaynak dikişiyle (genellikle Elektrik direnç kaynağı ("ERW") veya Elektrik Füzyon Kaynağı ("EFW")) oluşturulur. Kaynak flaşı bir eşarp bıçağı kullanılarak hem iç hem de dış yüzeylerden çıkarılabilir. Kaynak bölgesi ayrıca, dikişin daha az görünür olması için ısıl işlemden geçirilebilir. Kaynaklı boru, genellikle dikişsiz tipten daha sıkı boyutsal toleranslara sahiptir ve üretimi daha ucuz olabilir.
ERW borular üretmek için kullanılabilecek birkaç işlem vardır. Bu işlemlerin her biri çelik bileşenlerin borularda birleşmesine veya birleşmesine yol açar. Elektrik akımı birlikte kaynaklanması gereken yüzeylerden geçer; Birlikte kaynaklanan bileşenler elektrik akımına dayandıkça, kaynağı oluşturan ısı üretilir. Erimiş metal havuzları, iki yüzeyin güçlü bir elektrik akımı olarak bağlandığı metallerden geçerken oluşur; bu erimiş metal havuzları, iki dayanaklı bileşeni bağlayan kaynağı oluşturur.
ERW boruları, boyuna çelik kaynağından üretilir. ERW borular için kaynak işlemi, aralıklarla belirli bölümlerin kaynağının aksine süreklidir. ERW prosesi hammadde olarak çelik rulo kullanıyor.
ERW borularının üretimi için Yüksek Frekanslı İndüksiyon Teknolojisi (HFI) kaynak işlemi kullanılır. Bu işlemde, boruyu kaynaklama akımı borunun etrafına bir endüksiyon bobini vasıtasıyla uygulanır. HFI genel olarak, enerji sektöründe kullanım için olduğu gibi hat içi boru uygulamalarındaki diğer kullanımların yanı sıra muhafaza ve tüp için de önemli uygulamalar için boru üretirken "sıradan" ERW'den teknik olarak üstün kabul edilir.
Büyük çaplı boru (25 santimetre (10 inç) veya daha büyük) ERW, EFW veya Tozaltı Kaynaklı ("SAW") boru olabilir. Sorunsuz ve ERW işlemleriyle üretilebilecek çelik borulardan daha büyük boyutlarda çelik borular üretmek için kullanılabilecek iki teknoloji vardır. Bu teknolojilerle üretilen iki tip boru, uzunlamasına su altı ark kaynaklı (LSAW) ve spiral su altı ark kaynaklı (SSAW) borulardır. LSAW, geniş çelik levhaların bükülmesi ve kaynaklanması ile yapılır ve en yaygın olarak petrol ve gaz endüstrisi uygulamalarında kullanılır. Yüksek maliyetli olmalarından dolayı, LSAW boruları su boru hatları gibi düşük değerli enerji uygulamalarında nadiren kullanılır. SSAW borular çelik bobinin spiral (helikoidal) kaynağı ile üretilir ve işlem çelik levhalardan ziyade bobin kullandığından, LSAW borulara göre maliyet avantajına sahiptir. Bunun gibi, spiral kaynağın kabul edilebilir olduğu uygulamalarda. Metal veya plastikten akış için çekme genellikle ekstrüzyona tabi tutulur .
| şart | yeni |
| renk | seçenek |
| kaynaklı boru çapı | 8-25mm |
| kaynaklı boru kalınlığı | 0.25-1.0mm |
| Frezeleme hızı | 80-110m / dakika |
| ana motor gücü | 30kW |
| yüksek frekans gücü | 60kw |