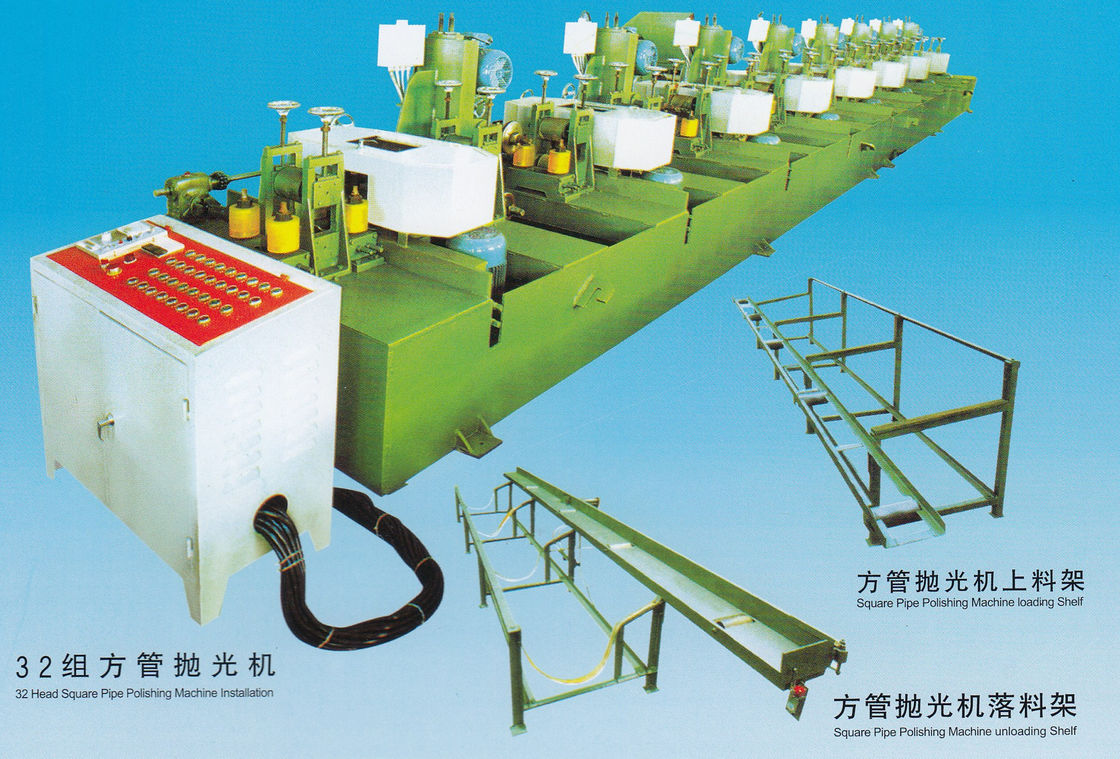
13 * 25-95 * 45mm 32 Kafa Kare Boru Parlatma Makinesi Kurulumu 3-30m / dak
1.description
Parlatma ve cilalama işlemi, bir aşındırıcı ve bir iş tekerleği veya bir deri kayış kullanarak bir iş parçasının yüzeyini pürüzsüzleştirmek için son işlemlerdir . Teknik olarak cilalama , iş tekerleğine yapıştırılmış bir aşındırıcı kullanan, parlatıcı iş tekerleğine uygulanan gevşek bir aşındırıcı kullanan işlemleri ifade eder . Parlatma işlemi daha agresif bir işlemdir, parlatma işlemi ise daha az sert olup, daha yumuşak, daha parlak bir sonuca yol açar. Yaygın bir yanılgı, cilalı bir yüzeyin ayna parlaklığına sahip olması, ancak çoğu ayna parlaklığı gerçekten parlatılmış olmasıdır.
Parlatma, bir öğenin görünümünü geliştirmek, cihazların kirlenmesini önlemek, oksidasyonu kaldırmak, yansıtıcı bir yüzey oluşturmak veya borularda korozyonu önlemek için kullanılır. Metalografi ve metalurjide parlatma, metalin mikro yapısının mikroskop altında incelenmesi için düz ve hatasız bir yüzey oluşturmak için kullanılır . Polisaj işleminde silikon bazlı polisaj pedleri veya bir elmas solüsyonu kullanılabilir. Paslanmaz çeliğin parlatılması aynı zamanda sıhhi faydalarını da artırabilir.
Oksitlenmenin (kararma) metal nesnelerden çıkarılması, bir metal parlatma veya kararma giderici kullanılarak gerçekleştirilir; buna parlatma da denir. İstenmeyen oksitlenmeyi önlemek için, parlatılmış metal yüzeyler balmumu, yağ veya vernik ile kaplanabilir. Bu, pirinç ve bronz gibi bakır alaşımlı ürünler için özel bir endişe kaynağıdır.
2.Process
Eldeki malzemenin durumu, ne tür bir aşındırıcı uygulanacağını belirler. İlk aşama, malzeme tamamlanmamışsa, kaba bir aşındırıcı maddeyle başlar (belki 60 veya 80 kum) ve sonraki her aşamada, 120, 180, 220/240, 320, 400 ve daha yüksek zımpara aşındırıcılar gibi daha ince bir zımpara maddesi kullanılır. istenen son işlem elde edilir. Kaba (büyük kum), metal yüzey içindeki çukurlar, çentikler, çizgiler ve çizikler gibi kusurları giderir. İnce aşındırıcılar, kademeli olarak çıplak gözle görülmeyen daha ince çizgiler bırakır. Bir # 8 Finish (Mirror) elde etmek için parlatma ve cilalama bileşikleri, parlatma tekerlekleri ve yüksek hızlı parlatma makineleri veya elektrikli matkap gibi cilalama için kullanılabilecek diğer takım tezgahları gerekir. Balmumu ve kerosen gibi yağlayıcılar bu işlemler sırasında yağlama ve soğutma ortamı olarak kullanılabilir, ancak bazı parlatma malzemeleri "kuru" olarak kullanılmak üzere özel olarak tasarlanmıştır. Polisaj, sabit bir parlatıcı veya kalıp öğütücü ile elle yapılabilir veya özel ekipman kullanılarak otomatikleştirilebilir.
Parlatıcıda iki tür parlatıcı hareketi vardır: kesim hareketi ve renk hareketi . Kesim hareketi, düzgün, pürüzsüz, yarı parlak bir yüzey kalitesi sağlayacak şekilde tasarlanmıştır. Bu, iş parçasını orta ve sert basınca kullanırken parlatma tekerleğinin dönüşüne karşı hareket ettirerek elde edilir. Renk hareketi temiz, parlak ve parlak bir yüzey sağlar. Bu, orta ila hafif basınç kullanırken iş parçasını parlatma tekerleğinin dönüşüyle hareket ettirerek elde edilir.
Pirinç cilalanırken (daha yumuşak bir metal) genellikle metalde yabancı maddelerin neden olduğu küçük işaretler bulunur. İnce işaretleri yumuşatmak için, yüzey çok ince (600) kumla kaplanır , bakır kaplanır , daha sonra hava akışlı bir paspas ile ayna yüzeyine parlatılır. , ince bir bitirme ile kaplanmıştır. Bu işlemi başarmak için dört işlem gereklidir: kaba işleme, kuru temizleme, yağlama ve renklendirme. Kaba öğütme işleminin genellikle katı bir bileme çarkında yapıldığını ve ekstra bir cila için gresleme işleminin iki işleme ayrılabileceğini unutmayın: kaba gresleme ve gresleme Bununla birlikte, ucuz ürünler için sadece ilk iki işlemi gerçekleştirerek para tasarrufu yapılır.
Parlatma bıçakları ve çatal- bıçak takımları ince cam veya mavi cam olarak bilinir. Kum parlatması, Alman gümüşü , beyaz metal vb. Üzerinde kullanıldığında teknik olarak bir parlatma işlemidir, çünkü gevşek bir aşındırıcı kullanır, fakat parlatma gibi önemli miktarda malzemeyi çıkarır.
| şart | yeni |
| öğütücü ekseni | M27, M36 mm |
| çalışma büyüklüğü | 13 * 25-95 * 45mm |
| çalışma hızı | 3-30m / dakika |
| ana ünite büyüklüğü | 11700 * 1500 mm |
| ağırlık | 11000kg |
| anma gerilimi | 380v |
| Anma gücü | 132kW |